Water/Wastewater
Membracon has successfully upgraded and retrofitted an existing wastewater treatment system at the Coosur olive oil production facility in Jaén, southern Spain, helping increase treatment capacity while creating new opportunities for industrial water reuse.
Located in the heart of one of the world's largest olive oil producing regions, the Coosur plant generates an average wastewater flow of 100 m³/day, with peak flows reaching 120 m³/day. To improve treatment performance and meet increasingly stringent environmental requirements, Membracon integrated an advanced Membrane Bioreactor (MBR) system with the site's existing biological treatment process.
Wastewater from olive oil production is widely recognised as one of the most challenging industrial effluents to treat due to its high organic load, elevated phenolic compounds, salinity and conductivity.
At the Coosur facility, a Dissolved Air Flotation (DAF) system was installed upstream of the MBR process. The wastewater is first pH-adjusted from 3.5 to 6.5 and treated with coagulants and flocculants before entering the membrane treatment stage. The DAF influent typically contains an average Chemical Oxygen Demand (COD) of 4,500 mg/L and Total Suspended Solids (TSS) of 700 mg/L, while conductivity exceeds 4,000 μS/cm.
By coupling a new ceramic membrane filtration skid to the existing biological reactor, Membracon significantly enhanced effluent quality and treatment efficiency.
The upgraded membrane bioreactor system produces treated water free from suspended solids and bacteria. Following additional treatment through Reverse Osmosis (RO), the water is reused for industrial cleaning operations within the facility. Any surplus treated effluent is safely discharged to nearby surface waters, supporting both environmental compliance and sustainable water management objectives.
Sludge generated during treatment is dewatered using a decanting centrifuge before being transported off-site for disposal.
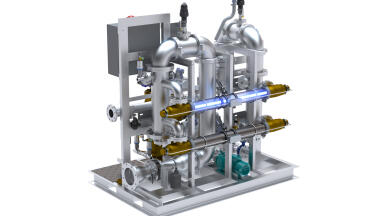
The Coosur wastewater treatment plant operates with a Mixed Liquor Suspended Solids (MLSS) concentration of 8,000 mg/L. Sludge is pumped through the membrane system at a feed pressure of 4.5 bar, with the system operating at a nominal Transmembrane Pressure (TMP) of 1.8 bar and a maximum TMP of 2.5 bar. Activated sludge is continuously recirculated at a Cross-Flow Velocity (CFV) of 3 m/s through a filtration skid fitted with six vertically aligned ceramic membrane modules.
The compact skid provides a total membrane area of 54.6 m² while occupying a footprint of just 9 m². Operating at a sustained net flux of 83 LMH (litres per square metre per hour), the system maintains excellent performance with chemical cleaning required only three to five times per year. Cleaning is carried out using sodium hydroxide (NaOH) for alkaline cleaning and nitric acid (HNO₃) for acid cleaning.
The resulting MBR permeate achieves a COD level below 180 mg/L, delivering an overall treatment train removal efficiency of more than 96%. The treated water also maintains a low Silt Density Index (SDI), making it highly suitable for downstream reverse osmosis treatment and subsequent reuse applications.
Commenting on the project, Carl Stanford, Operations Director at Membracon, said:
"Olive oil wastewater presents significant treatment challenges due to its high organic content, phenolic compounds, salinity and conductivity. Through this project, we have delivered a solution that not only increases treatment capacity but also creates a valuable opportunity to reuse treated water within the production process.
As water scarcity becomes an increasingly important issue worldwide, projects such as this demonstrate how advanced membrane filtration and water treatment technologies can help industrial facilities reduce water consumption, improve sustainability and meet environmental compliance requirements. Our growing portfolio of installations across the UK, Europe, India, China and Taiwan continues to showcase the effectiveness of our high-performance water treatment solutions."
The Coosur project represents another milestone in Membracon's expansion within the industrial wastewater treatment sector. The company recently strengthened its UK manufacturing capabilities through the acquisition of Specialist Plastic Manufacturing (SPM), adding an additional 8,000 square feet of fabrication and warehouse space to support growing demand for advanced membrane filtration, MBR, reverse osmosis and industrial water reuse technologies.


















.jpg)