Air clean up
Published over 5 years ago. See the latest and most current information on Air clean up.
As individuals and corporations continue to push towards smaller carbon footprints, the use of Lithium-Ion Batteries (LIB) has become increasingly prevalent. Specifically for individuals, the utilization of battery packs for all-electric automobiles and solar-powered home battery banks have continued to grow at a rapid rate. The manufacturing of these battery packs generates several air pollutants that must be treated prior to being released to atmosphere.
One large supplier of LIBs faced a unique set of challenges at their main production facility.
Manufacturing of complete LIBs requires several different processes and operations that produce Volatile Organic Compounds (VOCs) and Hazardous Air Pollutants (HAPs) at varying temperatures. For instance, making battery electrodes uses N-Methyl Pyrrolidone (NMP) which is a solvent the manufacturer can recover and reuse without treatment in a pollution control device. However, this supplier had additional module manufacturing lines and multiple e-coat paint lines with curing ovens where solvent recovery was not an option. This further complicated the compliance solution.
Anguil was tasked with developing a compliance solution to capture and treat 70,000 SCFM of emission laden air with the following requirements:
Anguil is one of the few industrial air pollution control providers that offers a full line of thermal and catalytic oxidizer technologies that also includes emission concentrators. The diverse technology offering allowed Anguil to evaluate each option and its applicability for the demanding project objectives.
The first decision was to route all ambient process air sources to a zeolite concentrator wheel. The wheel uses a zeolite substrate to adsorb the VOCs and HAPs out of the process gases and onto the concentrator surface. A heated stream, approximately 10% the original volume, is used to desorb the pollutants from the wheel. The result is a highly concentrated stream that is one-tenth the original volume. This significantly reduces the size, capital and operating costs of the downstream oxidizers that are paired with the concentrator wheel.
Anguil engineers made the decision to utilize Regenerative Catalytic Oxidizers (RCO) with electric heating elements to treat both the hot process stream from their curing ovens and the concentrated air stream from the concentrator wheel. This technology combination is often referred to as an RCTO. Employing catalyst inside a thermal oxidizer allows emission destruction to occur at much lower temperatures; 600-800°F (315-427°C) versus 1,400-1,500 °F (760-816°C). The lower operating temperature also provides for a much more reliable and smaller (physical size and KW rating) electric heating element. The RCO uses ceramic blocks as the heat transfer media allowing for 97% Thermal Energy Recovery (TER) from combustion. The combination of lower operating temperature and 97% TER made the RCO the best choice for minimizing utility consumption and ensuring low maintenance operation.
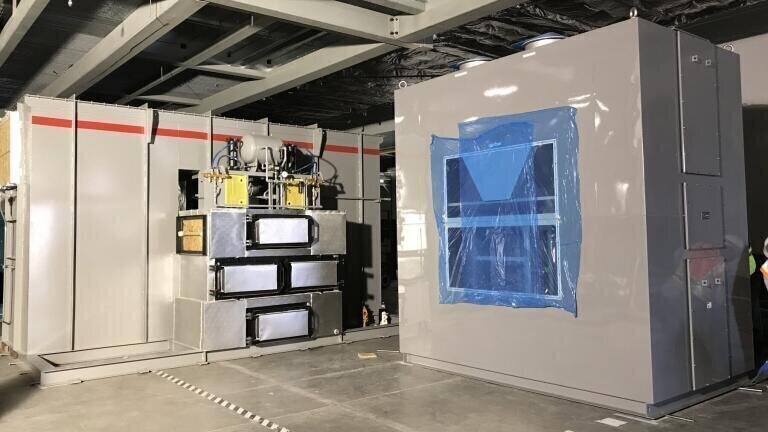
All three oxidizer systems and the concentrator wheel were to be installed inside on the 3rd floor of a building still under construction under an existing mezzanine that provided only 15’ of overhead clearance. Anguil designed all individual pieces so they could be lifted three stories using an external elevator and fit through a narrow overhead door. All three units were installed inline and connected via common inlet and outlet manifolds to reduce installation costs.
Once installation was complete, Anguil’s start-up technicians arrived onsite to complete final commissioning. Anguil’s technicians conducted operator training consisting of both “on skid” and classroom sessions. Test data has shown each of the systems is achieving greater than 90% overall emission removal and 97% TER.
























_shutterstock_2296088597.jpg)